
Рабочий процесс композитного припоя из карбида вольфрама
Композитный припой из карбида вольфрама является одним из наших основных продуктов. Композитный паяльный стержень из карбида вольфрама также называют медно-вольфрамовым припоем, композитными стержнями, которые состоят из матричного сплава и карбид-вольфрамовых зерен. Композитные припои из карбида вольфрама изготовлены из спеченного гранулированного цементированного карбида и гибкого каркасного матричного сплава, покрыты слоем специального флюса и окраски. Разный цвет отличает разный размер частиц. Спеченные частицы карбида вольфрама представляют собой в основном кобальтсодержащий карбид вольфрама, который имеет твердость HRA89-91, а матричный сплав представляет собой никель-медный сплав, его прочность на разрыв 690 МПа и твердость полупансион≥ 160.
Композитный припой из карбида вольфрама в основном используется для наплавки сварных швов в нефтяной, горнодобывающей, угледобывающей, геологической, строительной и других отраслях промышленности при серьезном износе или дефектах обеих резок. Например: фрезерные башмаки, шлифовальные станки, центраторы, развертки, сверла. соединения труб, гидравлический резак, скребок, строгальные ножи для плугов, корончатое сверло, свайное сверло, спиральное сверло и т. д.
композитный припой из карбида вольфрама

Процесс наплавки композитного припоя из карбида вольфрама на ацетиленовый стык, рабочий процесс выглядит следующим образом:
(1) очистите заготовку, придайте поверхности сварочных заготовок металлический блеск.
(2) плоское положение сварки, поэтому можно использовать соответствующее зажимное приспособление для контроля толщины наплавочного слоя, при наличии толстого куска.
(3) с предварительным нагревом нейтральным пламенем, ядро пламени не контактирует с поверхностью, рекомендуется расстояние до 25 мм.
(4) сварочный слой с твердосплавной наплавкой. При наплавке электрода типа ЯД использование нейтрального пламени (может быть слегка карбонизированным пламенем), наконечник устойчив на движении поверхности заготовки, пламя нагревания легированного электрода (будьте осторожны, чтобы не образовать конус пламени Частицы сплава, контактирующие с наконечником), корпус шины в расплаве электродного сплава, частицы карбида также падают. Перед затвердеванием корпуса шины из расплавленного металла частицы располагаются, можно использовать левую руку пальцев электрода из сплава или другого человека, держащего базовый электрод. или потяните стержень на графитовый стержень, чтобы быстро перемешать частицы, аккуратно выровняв их. Толщину наплавочного слоя контролируйте в соответствии с требованиями проекта.
(5) после сварки заготовки, где нет вентиляции, медленное охлаждение, невозможность закалки, условно пригодное к использованию асбестовое одеяло.
(6) заготовку после охлаждения до комнатной температуры, при необходимости шлифовку поверхности наплавки до необходимых размеров и формы.
(7) очистите заготовку, удалите все брызги, шлак и т. д.
Приглашаем вас связаться с г-жой Кэнни, чтобы получить дополнительную информацию о композитном припое из карбида вольфрама.
 Твердосплавные роликовые кольца из цементированного карбида/твердосплавные ролики/вольфрам
Твердосплавные роликовые кольца из цементированного карбида/твердосплавные ролики/вольфрамРоликовые кольца из ка
 Настраиваемая вольфрамовая джиг-приманка для ловли рыбы
Настраиваемая вольфрамовая джиг-приманка для ловли рыбы97% вольфрам высокой пл
 Формовочная матрица из карбида вольфрама
Формовочная матрица из карбида вольфрамаШтампы холодной высад
 JX174 Съемные ввинчиваемые шипы для шин, снежные шипы из карбида
JX174 Съемные ввинчиваемые шипы для шин, снежные шипы из карбидаШипы Джинсинь широко и
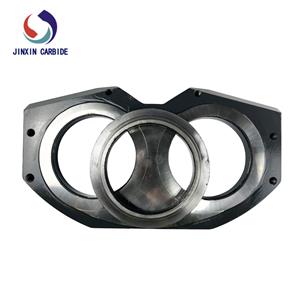 Износостойкая пластина и кольцо для бетононасоса
Износостойкая пластина и кольцо для бетононасоса1. Деталь: износостойка
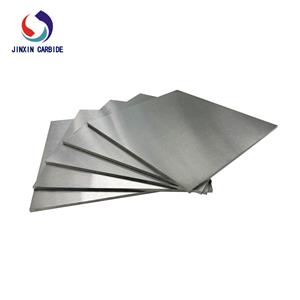 Пластина из вольфрамового сплава, вольфрамовая пластина, вольфрамовый лист
Пластина из вольфрамового сплава, вольфрамовая пластина, вольфрамовый листПриложение:* Астронави
| WeChat/Телефон : | +86 15573301853 |
|---|---|
| Факс : | +86-731-22332243 |
| почтовый ящик : | jinxin012@ojinxin.com |